13567493235

电 话:13567493235
传 真:0574-88787775
邮 箱:admin@nbtxzz.com
nbtxzz@163.com
网 址:www.nbtxzz.com
地 址:宁波市奉化裘村镇马头车站旁
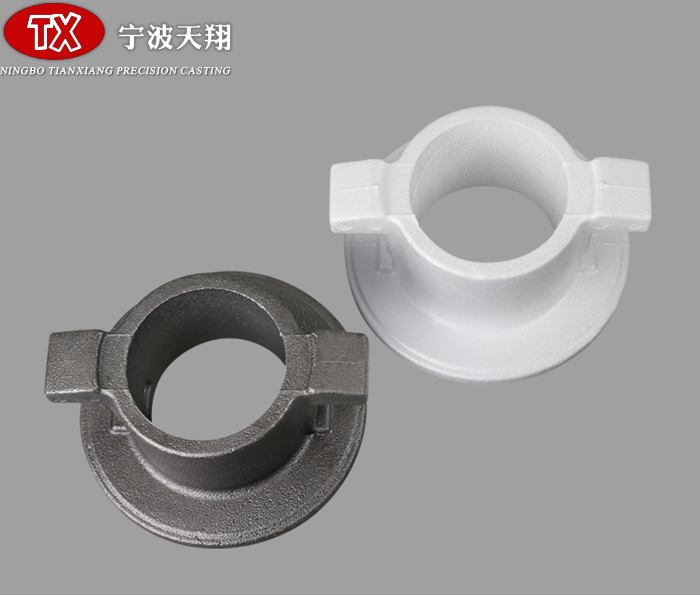
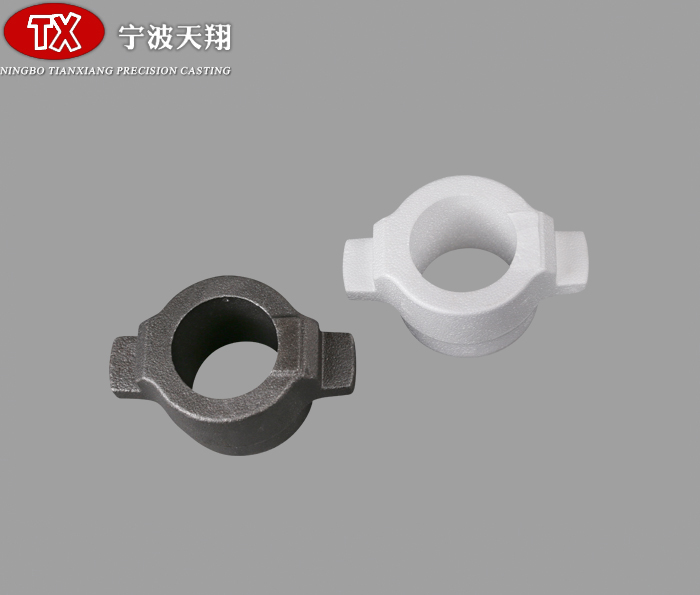
材质是QT600
该零件表面由内外圆柱面、内圆锥面、顺圆弧、逆圆弧及外螺纹等表面组成,其中多个直径尺寸与轴向尺寸有较高的尺寸精度和表面粗糙度要求。零件图尺寸标注完整,符合数控加工尺寸标注要求;轮廓描述清楚完整;零件材料为45钢,加工切削性能较好,无热处理和硬度要求。
通过上述分析,采用以下几点工艺措施。
①对图样上带公差的尺寸,因公差值较小,故编程时不必取平均值,而取基本尺寸即可。
②左右端面均为多个尺寸的设计基准,相应工序加工前,应该先将左右端面车出来。
③内孔尺寸较小,镗1:20锥孔与镗φ32孔及150锥面时需掉头装夹。
(2)选择设备
根据被加工零件的外形和材料等条件,选用CJK6240数控车床。
(3)确定零件的定位基准和装夹方式
①内孔加工
定位基准:内孔加工时以外圆定位;
装夹方式:用三爪自动定心卡盘夹紧。
②外轮廓加工
定位基准:确定零件轴线为定位基准;
装夹方式:加工外轮廓时,为保证一次安装加工出全部外轮廓,需要设一圆锥心轴装置(见图5-31双点划线部分),用三爪卡盘夹持心轴左端,心轴右端留有中心孔并用尾座顶尖顶紧以提高工艺系统的刚性。
(4)确定加工顺序及进给路线
加工顺序的确定按由内到外、由粗到精、由近到远的原则确定,在一次装夹中尽可能加工出较多的工件表面。结合本零件的结构特征,可先加工内孔各表面,然后加工外轮廓表面。由于该零件为单件小批量生产,走刀路线设计不必考虑短进给路线或短空行程路线,外轮廓表面车削走刀路线可沿零件轮廓顺序进行