13567493235

电 话:13567493235
传 真:0574-88787775
邮 箱:admin@nbtxzz.com
nbtxzz@163.com
网 址:www.nbtxzz.com
地 址:宁波市奉化裘村镇马头车站旁
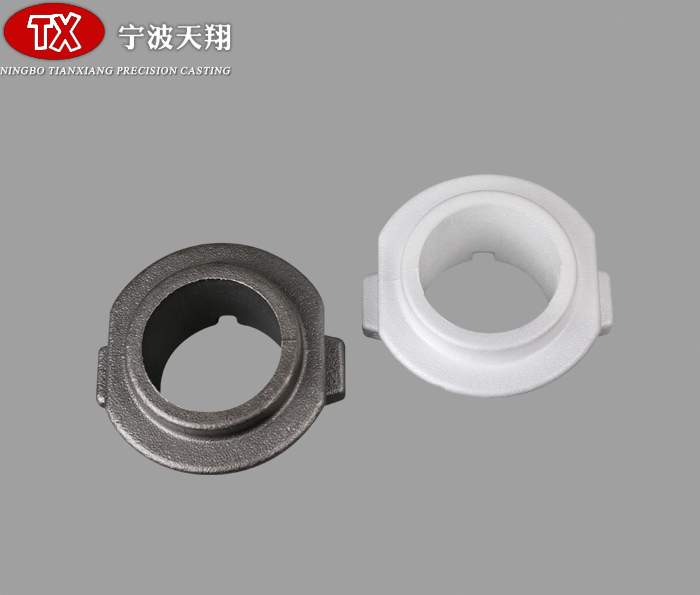
材质是QT600
根据生产纲领和零件结构选择毛坯,毛坯的类型一般在零件图上已有规定。对于铸件和锻件应了解其分模面、浇口、冒口位置和拔模率,以便在选择定位基准和计算加工余量时有所考虑。如果毛坯是棒料或型材,则按其标准确定尺寸规格,并决定每批加工件数。
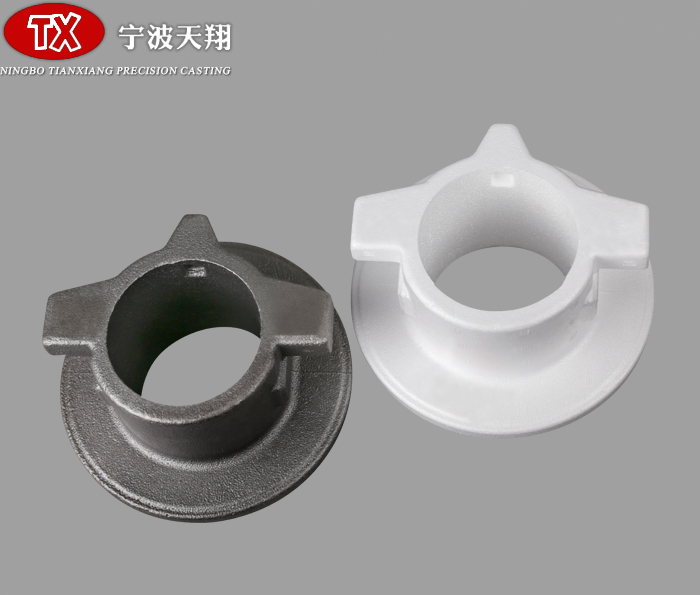
毛坯的种类和其质量对机械加工的质量有密切的关系。同时对提高劳动生产率、节约材料、降低成本有很大的影响。CA6140车床后托架毛坯材料为灰铸铁(HT150),硬度范围在150~200HBS,承受中等载荷。采用砂型铸造方法,由于大批量生产故宜采用实体模样(金属模)进行两箱造型,这不仅简化了造型和合箱操作,还因型砂紧实度较为均匀,铸件的表面质量得到提高。在切削加工前进行石墨化退火处理,消除铸件表层和壁厚较薄的部位可能出现的白口组织(大量渗碳体出现)以便进行切削加工。