
13567493235

电 话:13567493235
传 真:0574-88787775
邮 箱:admin@nbtxzz.com
nbtxzz@163.com
网 址:www.nbtxzz.com
地 址:宁波市奉化裘村镇马头车站旁
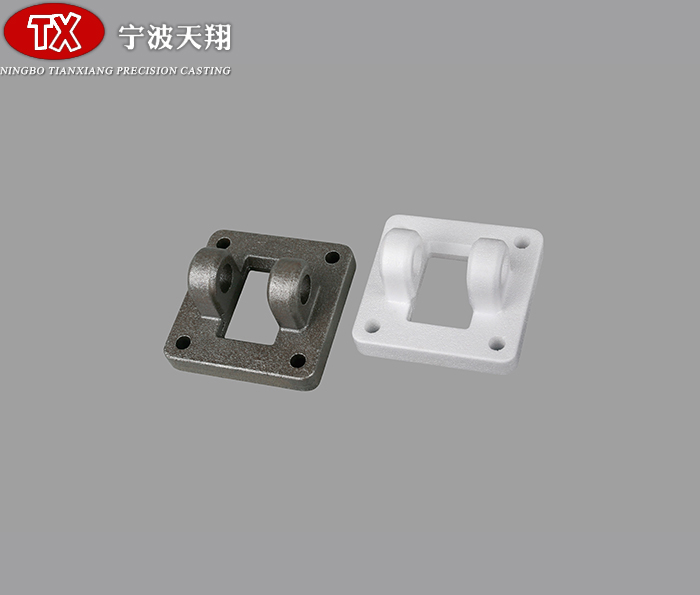
材质是QT450
喷砂处理清除
加工工艺规定
消失模铸件负压对铸造件粗糙度规定低的,应选用喷砂处理清除。喷好砂的铸造件,务必搞好防锈处理工作中。
操作流程
检查设备是不是一切正常。
将铸造件放到工作中筐中,启动喷砂设备,对铸造件表层喷砂处理。
消失模铸件粘砂戴手套将喷完砂的铸造件取下,复检进库。
工作中结束,断电,清除机器设备及场所。
常见问题
常用机砂不允许有过多烟尘,不然先要筛粉去烟尘后再用。
查验喷头直徑是不是适合,喷漆枪及吸砂管应无堵塞排污泵。
对有长细孔的铸造件,其孔内型壳无法消除时,在喷砂处理前能用合金钻头将孔中小型壳钻去,以利于喷砂处理清除。
有长细微管沟或字体样式的铸造件,在喷砂处理前能用HF酸侵泡十多分钟到几十分钟,以利于喷砂处理。







