13567493235

电 话:13567493235
传 真:0574-88787775
邮 箱:admin@nbtxzz.com
nbtxzz@163.com
网 址:www.nbtxzz.com
地 址:宁波市奉化裘村镇马头车站旁
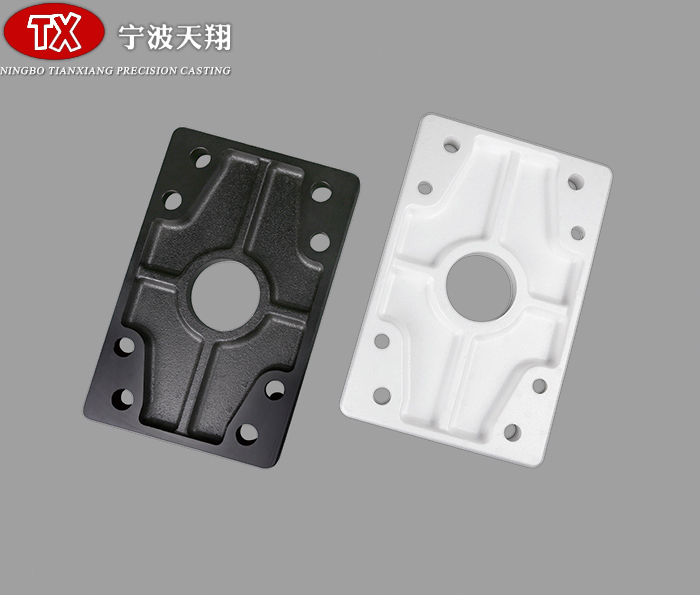
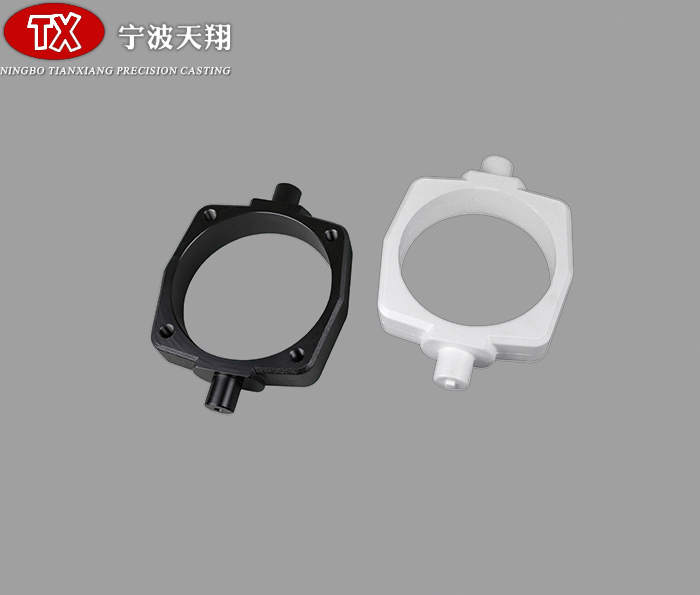
材质是QT450
型壳培烧加工工艺加工工艺规定
煤油炉培烧溫度:一般件1150℃繁杂件1200℃独特件1300℃高温炉培烧溫度:一般件1100℃繁杂件1150℃独特件1200℃培烧時间:>30min,隔热保温時间:>30min
操作流程
硅溶胶铸件供应商查验煅烧炉和温度控制表是不是一切正常,炉床是不是整平整洁。
认真仔细需培烧的型壳,型壳应完整无缺陷,有缺陷的型壳务必修复好。
高品质轴套铸件清除整洁型壳进胶口杯边沿,坚决杜绝沙子等掉进型壳中。
当心将型壳进胶口杯往下装进煅烧炉中,后浇筑的型壳先装炉,型壳离炉口不小于20厘米。
合上炉口,打火提温。炉内温控在规定温度范围内,型壳隔热保温時间超过30min,培烧好的型壳应是乳白色或蔷薇色。
型壳培烧的目地:除去水份、残留模料、醋酸盐及皂脚物等挥发性有机物,以减少型壳的发脾气和提升其透气率;改进型壳物相构成以提升其高溫特性。有利于热壳浇筑,以改进金属材料液的填充工作能力等。
煅烧炉要与锻造加热炉相互配合,保证浇筑时型壳烧好,并维持高溫,当铁水达标可浇筑时,开启煅烧炉炉口,叉出型壳浇筑,规定型壳从煅烧炉中叉出至浇筑不可超出10s。
注:在持续生产时,型壳可热装炉。