13567493235

电 话:13567493235
传 真:0574-88787775
邮 箱:admin@nbtxzz.com
nbtxzz@163.com
网 址:www.nbtxzz.com
地 址:宁波市奉化裘村镇马头车站旁
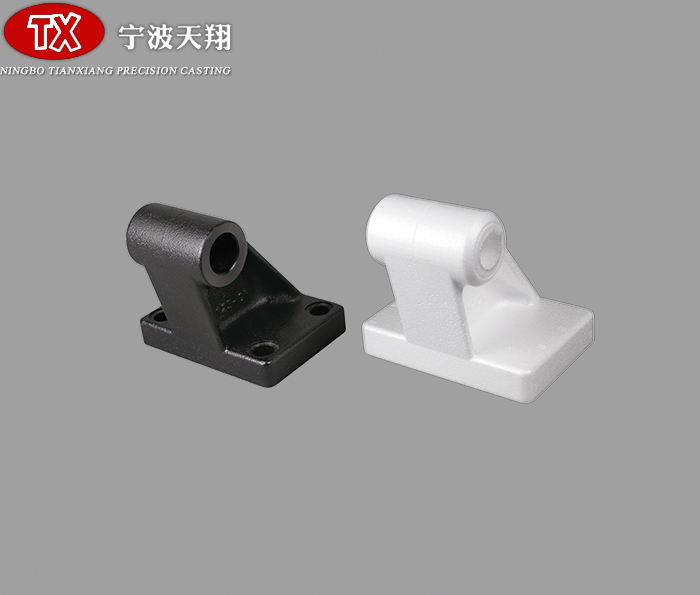
材质是QT450
髙压蒸气法脱蜡加工工艺规定:脱蜡蒸气工作压力:0.6一0.75Mpa脱蜡時间:6-2min(依据铸造件尺寸、复杂性明确)注:脱蜡前型壳务必维持控温。脱蜡虹务必迅速变压;迟缓降血压。
脱蜡后的型壳务必整洁无达玛树脂,进胶口杯详细。
操作流程:
脱蜡前对脱蜡釜开展压力试验,并加热1-两次。
高品质球墨铸件把已做到干躁规范的摸组取下,拆下来挂勾、后盖板,并将进胶口杯边沿不必要型壳原材料除去整洁。
把摸组迅速倒放到脱蜡蒸气釜装载车上,送进脱蜡蒸气釜内,马上关紧机门;开启蒸汽安全阀,使工作压力迅速做到0.5Mpa;现阶段约2-3min,再依据铸造件的尺寸、型壳的薄厚水平设置脱蜡時间。
设置時间到后,关掉蒸汽安全阀,泄流饱和蒸汽压,慢速度泄流约1min之上。
当气压表标示工作压力的“零”时,将收购蜡放整洁后,开启脱蜡釜门,用装载车将型壳拖出。
查验脱蜡品质、型壳品质和消失模铸件价格,将达标的型壳按同一图号齐整放好;待培烧。
型壳修复:表层只能细微裂痕时,可在该点涂、沾建筑涂料修复。
将排出来的收购达玛树脂过虑后倒进<90℃的静放桶中,隔热保温静放。
工作中结束,清除常用机器设备和场所,关掉加热炉。