13567493235

电 话:13567493235
传 真:0574-88787775
邮 箱:admin@nbtxzz.com
nbtxzz@163.com
网 址:www.nbtxzz.com
地 址:宁波市奉化裘村镇马头车站旁

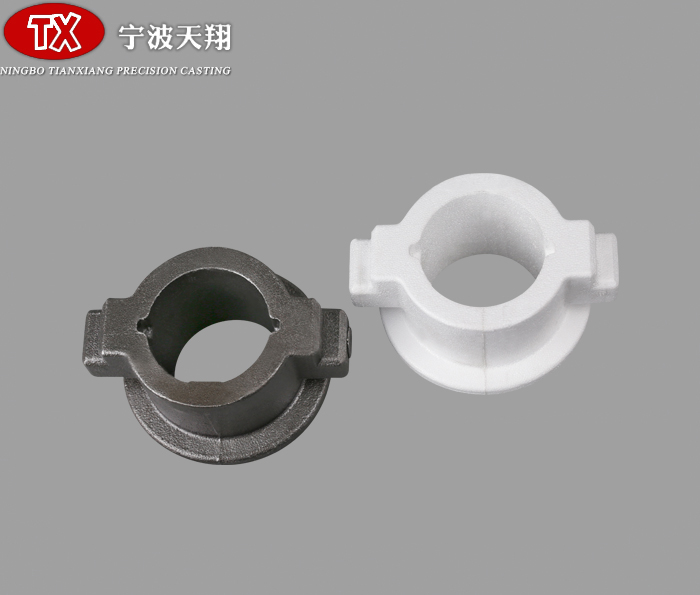
材质是QT450
精密铸件工厂修光后的蜡模务必做到相关检测规定。
修完的蜡模要按要求齐整摆在储放盘里,避免形变。
搞好安全性防火安全工作中。
摸组焊接方法实际操作准则
加工工艺规定
室内温度24℃±3℃焊后蜡模上表层距进胶口杯上缘少间距不小于60mm。
精密铸件定制焊后蜡模间隔6-8毫米(少4mm),带孔、槽的间隔稍大概10-12mm;内进胶口长短8-12mm。
操作流程
对全部蜡模再度开展看着查验,确保100%达标。
按铸造件生产工艺要求挑选浇道类型。
对蜡浇道(料管)开展查验,确保达标。
对达标蜡浇道的进胶口杯上用上经清除整洁的后盖板,并使确保整平无间隙。有间隙的运用电铬铁熨平间隙,以防制壳时料浆注入。
用粘接蜡或电铬铁开展电焊焊接。放好蜡浇道(料管),按生产工艺要求将蜡模齐整、牢固地焊,粘在浇道(料管)上。
组焊好的蜡摸组的进胶口杯上,按加工工艺要求的金属复合材料,标分辨标识。
用空气压缩刮走摸组上的蜡屑。将摸组吊挂在运输车里送至洗模工艺流程。工作中结束,清除当场。