13567493235

电 话:13567493235
传 真:0574-88787775
邮 箱:admin@nbtxzz.com
nbtxzz@163.com
网 址:www.nbtxzz.com
地 址:宁波市奉化裘村镇马头车站旁
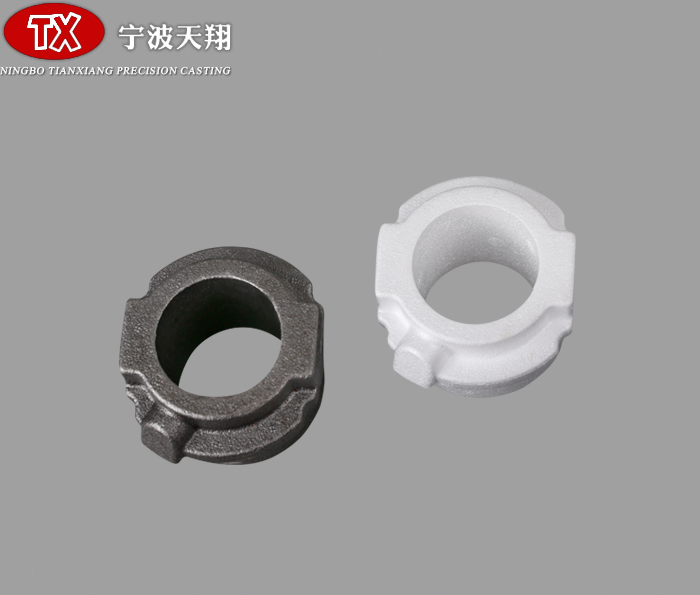
材质是QT450
精密铸件生产厂家常见问题
磨具凹模不必喷过多的临床诊断剂。
蜡浇道(料管)表层应整平,无凹痕、裂痕和披缝。蜡浇道(料管)若有裂痕、凹痕、汽泡等缺点要开展修复,不可以修复的应报费。
搞好押注料管的安全生产工作,蜡料标准气压缸气缸盖未扭紧时禁止向主缸开空气压缩,空气压缩未关掉,主缸余气未放净时,禁止拧开气缸盖。
蜡模间要搞好安全性防火安全工作中。蜡模整修加工工艺实际操作准则1加工工艺规定室内温度22℃±2℃2操作流程
精密铸件生产商修模前应查验蜡模外型菱角清楚、表层整平光洁、无缺点,规格符合规定,无形变。
修模
用刀头齿面顺着蜡模表层当心而柔和地刮除毛边或分模线,不可损害蜡模。对小飞边也可立即拿布擦掉。
蜡模凹处运用修复蜡修补,修后表层要整平。
蜡模上的汽泡务必戳破,用修复蜡修补原貌。
对规定高的铸造件其蜡模皱褶务必修复整平光洁。
用空气压缩气嘴将蜡屑吹整洁,按要求放到储放盘里。
修模后查验:查验蜡模是不是详细、有没有形变、表层不光滑和笔迹是不是达标等。
工作中结束,清除当场。