13567493235

电 话:13567493235
传 真:0574-88787775
邮 箱:admin@nbtxzz.com
nbtxzz@163.com
网 址:www.nbtxzz.com
地 址:宁波市奉化裘村镇马头车站旁
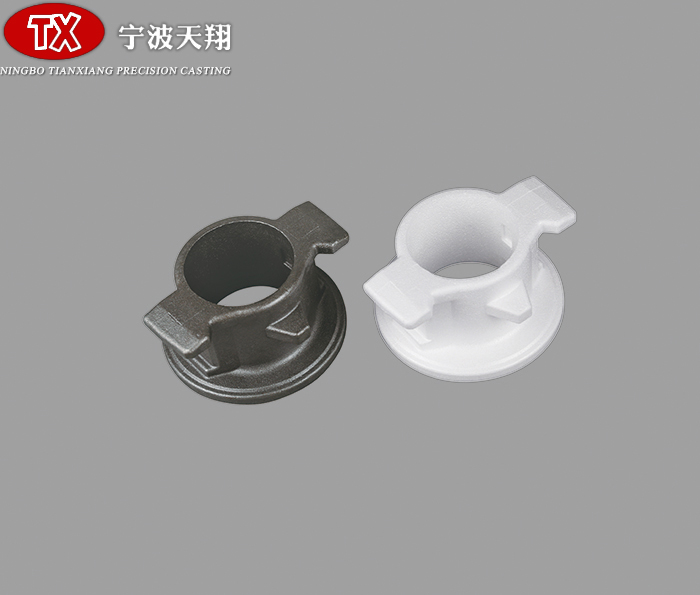
消失模涂料锻造生产高锰钢铸件,充分体现了该工艺的优势,解决了其他铸造方法难以解决的问题。
(1)消失模铸件硬度工艺设计不需要倾斜和分型面,铸件尺寸精度高。涂层导致的表面光洁度能够达到金属型铸的水准。铸件能够随便放进模具中,浇注系统灵便,浇口和直浇道布局便捷,有负压吸力,有利于铸件的收缩,能够降低或清除铸件的内部收缩和松散。
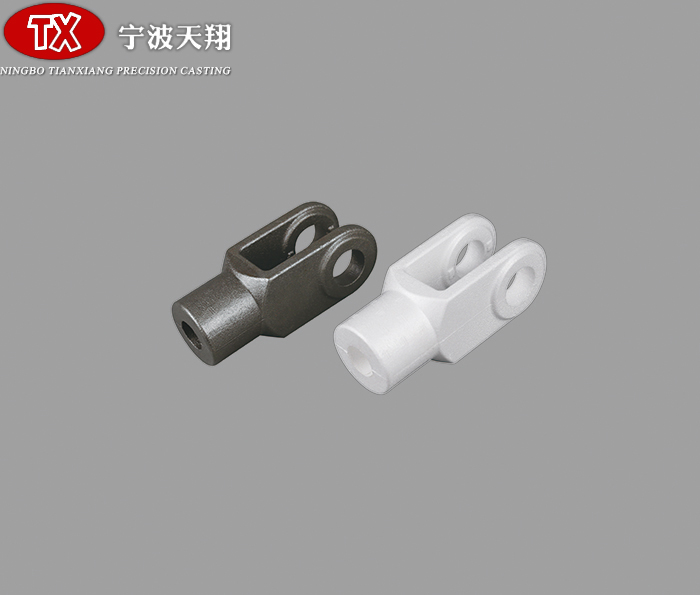
(2)高锰钢耐磨铸件,生产成本低,生产周期短,单件小批量生产时不做木模。生产的大量衬板和颚板铸件难以加工,一般直接做为毛坯,要求铸件规格准确。特别适用于消失模铸件负压实型铸造工艺。因为锁眼间距严格,须锻造小孔和小槽,负压实型铸造工艺是很合适的。
(3)失蜡铸造高锰钢铸件很常见的缺陷是发皱、残留和气孔。只有根据形状、型沙、涂料、浇筑温度和浇注系统采取相应的措施,才能克服上述焊接缺陷,得到完好的铸件。消失模涂料在干燥情况下会成片脱落,特别是涂料越厚,在潮湿情况下越容易脱落。
一层很少脱落,二层或第三层脱落较多。很明显,因为涂层自身的重力超过了与白模的附着力,造成白模脱落,白模脱落的地方是平面向下的部分,而非上面的涂层。在这种情况下,须给予纠正。下面就简单介绍一下如何缓解消失模铸造技术的脱皮难题。EPC涂层干躁后再次浸渍,一层干躁,避免渗透到“浆”中。不要在浆池中浸泡太久。一层充分湿润,充分磨擦,长期迅速浸泡,但二层和三层不一样,沙浆会浸泡匀称,应尽快提出调节池。